Er is een gezegde dat luidt: ‘old soldiers never die, they just fade away’. En dat gaat ook op voor de automobiel. Die heeft zijn langste tijd gehad als dominant cultuurverschijnsel omdat hij zijn ultieme vervolmaking nadert.
Dat zit zo: Alle automerken zijn pakweg de laatste kwarteeuw technologisch geconvergeerd naar een en hetzelfde designoptimum. De windtunnel, de veiligheidskooi en kreukelzone, milieueisen ,dicteren het ontwerp. Het aantal verkeersdoden is gedaald van enkele duizenden per jaar in de jaren zeventig, toen het piekte, naar zo’n zeshonderd het afgelopen jaar. Nog altijd veel maar gegeven de toename van het aantal autokilometers is de daling werkelijk spectaculair en als je verdisconteert dat de meeste doden vallen onder drugs gebruikende mannelijke twintigers tijdens nachtelijke uren in het weekeinde op tachtig kilometerwegen, dan weet je welke tijden en plaatsen je moet mijden.
Als er al iets dodelijk is aan autorijden dan is het de saaiheid. Je kachelt braaf mee in de trajectcontrole want anders ligt er weer zo’n acceptgiro op de deurmat.
De auto heeft dus een gigantisch imagoprobleem. De auto zoals wij hem hebben leren kennen als de Opel Kadett en de Volkswagen Kever – en alles wat daarna kwam – was een icoon van de emancipatie van de middenklasse. Blij dat ik rij. Meer dan elk ander begerenswaardig consumptieartikel (de huishoudelijke elektronica, de inbouwkeuken, de geheel verzorgde vliegvakantie) is de auto lang het symbool geweest van individuele vrijheid en van levensstijl: Het merk zei iets over iemands persoonlijkheid. Duitsers waren degelijk, Zweden betrouwbaar, Fransen hadden flair, Britten waren voor ‘good sports’ (dat moest je ook wel zijn wilde je na 1980 nog een Britse auto kopen) en Italianen waren voor modieuze macho’s.
De klad kwam er in met de Japanners, volgens mij een volk dat als het om auto’s gaat elke vorm van romantiek ontbeert. Maar ze waren goedkoper en ze gingen ook nog significant minder vaak stuk. De Europese auto is qua technisch ontwerp gejapaniseerd terwijl de aziatische auto’s qua (uiterlijk) design Europees geworden zijn: de meeste ontwerpstudio’s zijn Italiaans maar hun creatieve bewegingsruimte is minimaal.
Italië is het laatste land waar engineering en design in de auto naadloos samenvloeien: Ferrari, Lamborghini en Maserati. Net als maatpakken en exclusieve lederwaren maken ze het liefst maatauto’s vandaar dat het met de ‘grote’ Italiaanse merken zo slecht gaat. De Alfa Romeo is de meest ‘individualistische’ middenklasser maar loopt op zijn laatste benen en die komen onder meer van Opel zoals de bodemplaat van de Corsa.
De Volkswagen is technisch beter maar het uiterlijk ervan is net zo inspirerend als dat van uw koelkast. En dat is de kant die het met de zich vervolmakende auto onherroepelijk op gaat: het worden rijdende koelkasten. Want interesseert het u welk merk koelkast u heeft? Mij niet in elk geval. Als ik er maar wel eentje heb.
De auto lijdt aan dystopie, het tegenovergestelde van utopie: hij is zo goed geworden dat we eigenlijk alleen nog de nadelen er van zien. Een daarvan is dat de hap die hij uit het gezinsbudget neemt sinds de Kadett en de Kever niet is gedaald zoals wel het geval is bij voedsel, kleding, woninginrichting en consumentenelektronica. De nieuwe Mini is twee keer zo zwaar (1.200 i.p.v. 600 kg) en anderhalf keer zo groot als het oorspronkelijke model dankzij allerlei spullen die het leven moeten veraangenamen zoals airco. Inderdaad een koelkast met wielen er onder. Een Duitse tank met een hilarische naam. Een van de zegeningen van de crisis is dat er opeens ook auto’s onder de tienduizend en onder de vijfduizend euro gebouwd kunnen worden. Maar het is te weinig, te laat.
En dat komt door de informatisering van de auto. Die maakt twee cruciale dingen mogelijk. Hij gaat zichzelf besturen. Dat wordt de norm om ze toe te laten op de openbare weg. Ik schat dat nog tien, hooguit vijftien jaar vergt.
Hiermee verdwijnt het laatste restje ‘vliegeniersgevoel’ van het autorijden, namelijk dat het een bijzondere vaardigheid vergt om een machine te besturen die je vrijheid verschaft. Als dat weg is, is er geen enkele reden meer om een auto te bezitten. Hij is gereduceerd tot beschikbaarheid van vervoer en dat kan veel efficiënter en goedkoper via deelsystemen.
De tijd werkt mee. Het in eigendom hebben van een auto is van oudsher het meest opportuun voor een suburbaan wonend gezin met opgroeiende kinderen waarvan de kostwinner(s) op en neer reizen naar het werk. Maar daar komen er steeds minder van. Hoogopgeleide stadsbewoners die aan kinderen beginnen kopen geen auto maar een elektrisch bekrachtigde bakfiets. Er is geen dure parkeervergunning nodig en je bent voor een paar duizend euro klaar. De neiging om de stad, Randstad, te verlaten op zoek naar ruimte wordt minder omdat zij deel uitmaken van de netwerkeconomie. Aan de periferie is niet alleen de bevolkingskrimp op gang gekomen, de hele economie begint zich terug te trekken in de binnenstad. Werk in vooral de creatieve economie is dankzij wifi en tablets steeds minder een in ruimte en tijd van het privéleven gescheiden activiteit en zeker bij zzp’ers een verantwoordelijkheid ‘to get things done’ en vooral deze laatste categorie zit al helemaal niet te wachten op een financiële molensteen zoals een eigen auto.
Er komt een generatie senioren aan met middelloon pensioen in plaats van eindloonpensioen. In hun bestedingsruimte spelen slimmere vervoersoplossingen een belangrijkere rol. Onder hen een toenemend aantal singles. Om hun sociale netwerk te onderhouden willen zij in de binnenstad wonen. Dit zal het privé-autobezit alleen maar verder terugdringen. De opbloei van de netwerkeconomie in binnensteden vraagt op steeds meer openbare ruimte, al of niet voorzien van flexplekken. Die ruimteclaim is al bezig de auto de binnenstad uit te drukken. In Londen, New York, Amsterdam.
In het licht van deze ontwikkeling is het adverteren voor auto’s hopeloos gedateerd. Er stapt een jongetje verkleed als astronaut achter in, en dan begint met papa en mama de ruimtereis. Beter is de valse illusie van autorijden niet te illustreren. Een happy family die over een verlaten kustweg langs een azuurblauwe zee zoeft. De auto die ons leven volmaakt gelukkig maakt is een uitgewerkt mantra en bij Volkswagen weten ze dat al lang. Deze constante in alle autoreclames is de creatieve armoede die zich alleen laat rechtvaardigen door het feit dat de auto-industrie zijn oude verdienmodel (kom nu naar de showroom!) nog wat uitvent voor zolang het duurt.
Dat rode autootje waar ik via mijn NS-businesskaart met een boekingscode in kan, en dat om de hoek staat, is geen Volkswagen Polo maar een Greenwheels. Dat is het merk.
De leukste autoreclame van dit moment is van brillenwinkel Specsavers: Een oudere heer (John Cleese) wil wegrijden maar hij krijgt ruzie met de boordcomputer en stapt getergd uit om de auto een pak slaag te geven met een twijg, totdat hij in de gaten krijgt dat hij een politieauto staat te meppen. Hij rent hij weg zoals alleen Basil Fawlty dat kan.
De bestuurde auto is op weg naar het culturele reservaat van het technisch erfgoed om zich te voegen bij de stoomtrein en het zeilschip. Leuk voor op zon- en feestdagen op een circuit waar een blind paard geen kwaad kan doen.
‘Opa, reed jij vroeger auto?’ ‘Ja, jongen, een Saab, dat staat voor Svenska Aeroplan Aktie Bolaget en die bouwden vliegtuigen.’ Wauw, dat wil de kleine jongen wel eens zien. Op naar het museum!
Wie een verbrandingsmotor wil met zowel een lage CO2-emissie als een lage NOX-emissie, zoekt naar een vierkante cirkel. Voor alle verbrandingsmotoren geldt in principe: hoe lager de CO2-uitstoot des te hoger de NOX-uitstoot. Of het nu vliegtuig-, auto- of scheepsmotoren zijn of stationaire gasturbines in elektriciteitscentrales. Hoe minder broeikasgas, des te meer fotochemische smog. U mag kiezen. In Californië vinden ze NOX een issue, omdat de zon er veel schijnt waardoor er ozon – fotochemische smog – uit ontstaat dat samenhangt met astma en COPD. In Europa is vooral CO2 een probleem. De duurzame auto is een keizer zonder kleren.
Waarom wordt dit publieke geheim nu pas een politiek schandaal? TNO stelde in 2013: ‘Het is zorgelijk dat het verschil tussen praktijk- en testwaarden de laatste jaren fors groter is geworden. () Fabrikanten passen energiebesparende technieken toe die op de typekeuringstest meer voordeel opleveren dan in de praktijk.’ (Het hier geciteerde TNO-rapport is in 2013 met begeleidende brief van staatssecretaris Mansveld aan de Tweede Kamer gestuurd).
Dieselgate gaat dus verder dan Volkswagen. Het strekt zich uit tot de hele auto-industrie en de controlerende overheidsinstanties. De milieukeuring door het Environmental Protection Agency was een grotendeels papieren excercitie. En de volgende ronkende tekst komt uit het Algemeen Dagblad: ‘Liefst 25 van haar ingenieurs zette Mary Nichols, baas van de California Air Resources Board (CARB), afgelopen jaar op het mysterie: waarom stoten diesels van Volkswagen op de weg véél méér uitlaatgassen uit dan op de testbaan? Na maanden speurwerk kwam de aap uit de mouw. Met gemanipuleerde software wist de Duitse automaker de schadelijke uitstoot tijdens labtesten te verlagen.’
Het suggereert een complot van enorme omvang. Maar iedereen die wel eens een monteur spreekt of even zijn licht opsteekt in de halfduistere wereld van het car-tunen kan weten hoe de vork in de steel zit. Daar bekwamen fans van Topgear zich in het hacken van autosoftware bij het tweaken van motoren.
De tests bootsen de praktijk redelijk goed na dus kon de oorzaak van de discrepantie met de praktijk alleen maar in de motormanagementsoftware zitten. Dat die vrij voor de hand liggende deductieoefening niet eerder werd gedaan is omdat de auto zorgt voor collectief zelfbedrog als het aankomt op goed milieugedrag. We willen duurzaam leven maar wel zonder minder te consumeren. In Standort Deutschland geldt geen maximumsnelheid en de nieuwe baas van Volkswagen komt van Porsche.
Dus rust auto’s standaard uit met een zogenoemde PEMS (Portable Emission Measurement System). Het is grote maar niet onoverkomelijke technische uitdaging PEMS te krimpen tot een soort ‘elektronische enkelband’ om de uitlaat die realtime emissies meet en analyseert. De miniaturisering van gasanalyseapparaten gaat de laatste jaren best hard richting ‘lab-on-a-chip’. Tenslotte is de auto al een speerpunt in het oprukkende internet der dingen.
Maar autorijden is wordt daarmee niet ‘schoon’. De hoge uitstoot van stikstofoxiden, is een bijproduct van steeds hogere inlaatdruk en hogere verbrandingstemperatuur. Daardoor kan je met dezelfde hoeveelheid brandstof meer kilometers maken. Wat verfijnder is het onderzoek naar de processen in cilinders en verbrandingskamers maar dat levert maar mondjesmaat nieuwe inzichten op. Het emissieprobleem is daarom uiteindelijk maar opgelost met een gemakkelijk te omzeilen houtje-touwtje techniek: het toevoegen van een ureumoplossing in de uitlaatgassen die de NOX afbreekt in elementair stikstof (N2, 78% van onze atmosferische lucht) en water.
Ook elektrisch rijden is overigens allerminst ‘duurzaam’. De uitstoot van de auto wordt deels verplaatst van het rijden er mee, naar de productie er van. En het rijden gebeurt op grotendeels ‘vuile’ stroom. Een carrosserie maken van carbon fibre reinforced plastic (CFRP) – nodig om het batterijgewicht te compenseren – kost per kilo ongeveer vijf keer zoveel energie als een stalen carrosserie. En staal is eenvoudig volledig te hergebruiken. Autoschroot is een welkom koelmiddel in het ruwijzerproces. Kunststof is slechts met veel moeite zeer gedeeltelijk en tegen hoge energiekosten te hergebruiken.
De winning van de benodigde zeldzame aardmetalen voor onder meer permanente magneten en batterijen is nog steeds zeer vervuilend, giftig, en vreet energie en ruimte. Daarom komen de meeste zeldzame aardmetalen uit China: dat heeft een groot platteland met een onmondige bevolking en er gelden lakse milieuregels. De volgende ‘scam’ dient zich hier al aan. Elektrisch rijden betekent het ene milieuprobleem verruilen voor het andere.
De auto is nochtans een prachtige uitvinding en auto’s zijn gestaag minder vervuilend en veiliger geworden. Maar duurzaam is autorijden nog lang niet en de vraag is of het dat ooit zal worden. De grote milieuwinst is ook niet te verwachten van een bepaalde aandrijf- of fabricagetechnologie maar van vermindering van het aantal auto’s door autodeelsystemen. Daar zit veel meer toekomst in omdat dit iets doet aan die andere schaduwzijde van auto’s: het enorme ruimtebeslag in onze woonomgeving, vooral onze binnensteden, en de slechte gebruiksefficiëntie: een personenauto wordt gemiddeld minder dan een uur per dag gebruikt. Maar minder auto’s, daar zullen ze bij Volkswagen niet echt blij van worden.
De wurger van Ruesselsheim, Jose Ignacio Lopez: ‘We stellen niet langer de productie centraal maar de klant.’ (Foto Paul Voorham, Voorburg.)
OMSLAGARTIKEL
(Streamer)
LEAN PRODUCTION IN AUTO-INDUSTRIE + JOSÉ IGNATIO LOPEZ VAN VOLKSWAGEN IN NEDERLAND + UNIEK PROJECT VAN NEDCAR +
(Bovenkop)
Toeleveranciers in auto-industrie onder grote druk
(Kop)
Lean production volgens wurger Lopez
(Intro)
Toeleveranciers in de auto-industrie moeten goedkoper werken. Dat is de boodschap van Volkswagen-topman José Ignatio Lopez. Door lean production moeten voorraden verdwijnen; het assembleren moet sneller. NedCar introduceert zelfs de primeur van twee automerken op één produktielijn.
– Erwin van den Brink –
(Credit auteur)
De auteur is redacteur van De Ingenieur.
‘Ik ben het volkomen oneens met meneer Lopez’, zegt directeur Fred Welschen van Inalfa, een toeleveringsbedrijf voor de automobielindustrie tegen José Ignatio Lopez, chef produktie en inkoop van Volkswagen AG. Hij verwijt Lopez tijdens een congres, georganiseerd door het tijdschrift Automobielmanagement op 12 december in Amsterdam, de revival van de flower power-tijd te prediken: als managers liever zijn voor arbeiders, worden die vanzelf produktiever; de voorwaarde om de gunst van de klant winnen.
Deze empowerment van het uitvoerende personeel is een aspect van lean production, het produceren met een minimum aan mensen, middelen, tijd en idealiter zonder wachttijden en voorraden. Zonder voorraden, want onderdelen worden just in time aangeleverd. Zonder wachttijden tussen werkstations, want er zijn geen bottlenecks of road blocks. En zonder foutief eindprodukt, want de arbeiders zelf zijn ‘eigenaar’ van het produktieproces.
Japanse automakers kunnen volstaan met de helft van het aantal montage-uren dat de Europese nodig hebben, zij halveren de Europese ontwikkelingstijd en produktcyclus alsmede de distributiekosten. Wordt een toeleverancier op die manier slank, dan kunnen zijn prijzen met tientallen procenten omlaag.
Alleen doet Lopez het, tot grote woede van Welschen, andersom: hij verlaagt eerst de prijzen en zegt zijn toeleveranciers dan dat zij maar lean moeten worden, ‘niet omdat ik het wil, maar omdat de klant die prijs en kwaliteit eist’. De klant is degene die anders straks een Japanse of Koreaanse auto koopt in plaats van een Volkswagen. Is het slim werken of slaven drijven en afknijpen? Lopez weet een andere toeleverancier, Karel Bos van Bosal, wel aan zijn zijde. Bos: ‘Lopez geeft je een schop. Ga door met schoppen. Het houdt me wakker en alert.’
Dure voorraden
Het afknijpen van de prijzen door ‘de wurger van Rüselsheim’, zoals Lopez in de pers is genoemd (vóór zijn omstreden overstap van GM’s Opel naar VW), leidt volgens Welschen op den duur tot een oligopolie, een kartel van grote toeleveringsbedrijven omdat de kleintjes de investeringen niet meer kunnen opbrengen bij zulke lage prijzen.
Niet investeringsvermogen maar aanpassingsvermogen bepalen de concurrentiekracht van toeleveranciers, werpt Lopez tegen. ‘Wij creëren de weg door haar te begaan’, parafraseert hij een Spaanse dichter. Of willen wij dat Wolfsburg straks net zo verlaten is als de ooit levendige scheepswerven van Bilbao, waar Lopez is opgegroeid?
‘Allemaal mooi en aardig’, hoont Welschen, ‘Maar als ik een nieuwe assemblagelijn wil opzetten, heb ik uiteindelijk toch gewoon geld nodig.’
Investeren in een klassieke assemblagelijn is juist het toonbeeld van inefficiëntie, omdat er behalve daadwerkelijk onderhanden werk voortdurend ook een hoop voorraad door de fabriek onderweg is of ligt te wachten. En dat is vermijdbaar. Je lost het echter niet op met investeren, maar slechts met aanpassen. Tussen twee werkstations hoort maar één exemplaar te bewerken produkt onderweg te zijn. Overige exemplaren zijn nutteloos bewegende voorraad als er maar één exemplaar tegelijkertijd kan worden bewerkt. Voorraad kost geld en voegt geen waarde toe aan het eindprodukt. In de oude situatie was het een noodzakelijk kwaad, om voortgang van de produktie te waarborgen. Lopez: ‘We stellen niet langer de produktie centraal, maar de klant.’
De klant, aldus Lopez, wil niet langer opdraaien voor de kosten van voorraad, produktophoping en leegloop: de zogenoemde afstemverliezen in het proces. Voor Karel Bos is Lopez zo’n klant. Wij, automobilisten, zijn op onze beurt klant van ‘ons merk’ maar ook van importeur en dealer. Met ons steeds kritischer prijsbewustzijn zetten wij de klassieke voorraadfunctie van importeur en dealer onder spanning. Een kwart van de winkelprijs van een auto wordt veroorzaakt door transport, dealermarge, verkoop en marketing. Ontwikkelings- en assemblagekosten vertegenwoordigen slechts een kwart van de waarde van het eindprodukt. De helft van de kosten zit in het inkopen van onderdelen. Vandaar dat Lopez er zo op hamert dat zowel zijn toeleveranciers als distributeurs lean worden.
Taakgroepen
Volvo (zie Kader) produceert daarom alleen nog ‘voorraadvermijdend’ op klantenorders. Maar de produktie zelf is alleen goed lean te krijgen bij een maximale maar ook constante line speed, snelheid van het produktieproces. Een zo constant mogelijke snelheid wordt bereikt doordat elk model wordt opgebouwd uit modulen die uit oogpunt van assemblage zoveel mogelijk identiek zijn. In de samenbouw is er dus geen verschil in montagetijd tussen een dieselmotor of een benzinemotor. Elke willekeurige modelmix loopt in constante snelheid door de assemblagelijn. Straks, als in Born Mitsubishi’s en Volvo’s op één lijn worden gebouwd, geldt dat ook voor de merkmix: de ene dag wat meer Volvo’s, de andere dag wat meer Mitsubishi’s, maar elke dag een zo constant mogelijke output. Om de toch onvermijdelijke vraagfluctuaties te kunnen opvangen, kan de NedCarlijn in Born straks bij een constante lijnsnelheid van 45 wagens per uur meer of minder uren per week of zelfs per dag gaan draaien.
Voor de toeleveranciers geldt dat zij de schommelingen in totale afzet, maar ook die van specifieke modellen op de voet volgen. De leverancier van de stoelen van NedCar krijgt vier uur van tevoren te horen welke stoelen en banken hij moet leveren. Hij levert elk half uur aan. Lean production heeft zo een olievlekwerking door de hele produktieketen.
Japanners bereiken lean production door het inzetten van produktieteams met een teamleider. Op zichzelf beschouwd is dit managementconcept overigens niet Japans: het komt van de Amerikaanse profesor H.E. Deming, die stelt dat statistische controle door produktiemedewerkers leidt tot grote kwaliteitsverbetering en aparte toezichthouders overbodig maakt. Het team als process owner is in de Nederlandse bedrijfskundige literatuur al decennia bekend als de ’taakgroep’ die eveneens beoogt de procesbesturing en -controle zo veel mogelijk naar het uitvoerende personeel te delegeren. Deming’s boodschap beklijfde in Japan, niet in de VS.
Taakverbreding
Hiermee is een teer punt aangesneden. Waarom verplaatsen Japanners hun concept naar een vijandige omgeving? Volgens dr. Ben Dankbaar, van het onderzoekinstituut Merit (Maastricht Economic Research Institute on Innovation and Technology) van de Rijksuniversiteit Limburg, dwong aanvankelijk Westerse protectie de Japanners tot het openen van lokale produktiecentra. Op dit ogenblik is vooral de dure yen voor Japanners aanleiding om de local content (voor de Bornse Mitsubishi’s: het gehalte aan in Europa gemaakte onderdelen) te vergroten.
Dankbaar wijst ook op de extreem korte (maximaal 60 seconden voor een handeling) en kritische (bijna tot op de seconde nauwkeurige) cyclustijden van lean production. Door de confucianistische traditie van toewijding aan het collectief is zo’n rigide produktiediscipline in Japan veel vanzelfsprekender dan in Europa. Die traditie staat overigens onder toenemende spanning. Van de hand van Ichiro Ozawa, een van de politici die de Liberaal Democratische Partij in Japan de rug heeft toegekeerd, verscheen een boek waarin hij pleit voor ‘verwestersing’: individualisering (van het conformistische onderwijs), meer binnenlandse consumptie en kortere werktijden.
Lopez hoont elk beroep om rekening te houden met concurrentiefactoren die buiten de invloed van het management liggen, weg als ‘een intelligent excuus’ om niets te doen. Maar het is interessant om te weten dat lean production in optimale vorm wellicht alleen is te bereiken in een arbeidscultuur die in Europa niet bestaat, maar die ook in Japan haar langste tijd heeft gehad.
De voorstanders van het concept, zoals Lopez en de mensen bij NedCar, wijzen op de taakverbreding, waardoor het werk meer zingeving krijgt en minder eentonig wordt. Maar een bedrijfskundige zoals prof.ir. Jan in ’t Veld wijst vooral op de verkorting van de cyclustijden van arbeidshandelingen in lean production (30 tot 60 seconden) die juist vervreemdend werkt – kortcyclisch werk is het wezenskenmerk van de klassieke massaproduktie. In dat verband is lean production ook wel een moderne variant van massaproduktie genoemd (superfordisme) en niet de ‘derde industriële revolutie’ zoals Lopez meent, want die voltrekt zich niet in de traditionele industrieën maar veeleer in de dienstensector en informatie-industrie. Daar worden lange lineaire processen met veel specialistische stappen ‘herontworpen’ tot bij voorkeur één-stapsprocessen, waarbij informatiewerkers alle benodigde specialistische deelinformatie (via een computernetwerk) naar zich toe halen.
Assemblageproces
De parallel van de één-stapsprocessen in de informatie-industrie is in de automobielindustrie de stationaire assemblage, door Volvo (sic!) geïntroduceerd in haar fabriek te Uddevalla. Daar werden aangevoerde bouwkits door een team op één vaste plaats tot auto opgebouwd. Volgens het MIT (Massachusetts Institute of Technology) was dit fundamenteel fout, omdat Volvo van massaproduktie terugkeerde naar pre-industrile, ambachtelijke, autoproduktie: alle ‘kromme’ onderdelen konden dank zij de lange cyclustijd door het bouwteam worden ‘rechtgetimmerd’, zoals vroeger de blik- en koperslagers koetsdelen met de hand ‘in vorm’ sloegen, waardoor elke koets een unieke vorm had maar er geen constante kwaliteit was.
Het rework, fouten herstellen, werd in Uddavalla geïncorporeerd in de produktie zelf, terwijl het in massaproduktie gebeurt na de assemblage (op het rework station); lean production beoogt de fouten uit te bannen.
Kortcyclisch werk heeft dan als voordeel dat produkt- en procesfouten eerder manifest worden omdat de arbeider zijn handeling niet binnen de gestelde tijd kan verrichten en (letterlijk) aan de bel trekt (bij Toyota in het uiterste geval de hele lijn stilzet). Maar dat stationaire assemblage langcyclisch is, hoeft volgens dr. Dankbaar nog niet te betekenen dat het niet lean kan: het Volvoprodukt van destijds (Uddevalla sloot in 1993) was nu eenmaal niet ontworpen voor deze wijze van assembleren: ook het ontwerp moet lean zijn, dat wil zeggen gemakkelijk te assembleren. Het nadeel van het lagere werktempo in de langere cyclus van stationaire assemblage wordt terugverdiend doordat er geen afstemverliezen zijn, zoals in een assemblageproces dat in zeer korte, maar daarom ook zeer veel stappen is geknipt. Juist omdat het er zo veel zijn, kunnen die stappen nooit allemaal goed op elkaar worden afgestemd.
Afgezien van het feit of lean produceren zowel met kort- als langcyclische handelingen kan, geldt dat aan het concept van lean production dat van kaizen zit vastgebakken: het in kleine stappen stelselmatig verbeteren van het bestaande proces, uitgaan van proven technology en niet ‘even negentig graden uit de flank gaan’, zoals ir. M. Uijterlinde bij NedCar zegt. In schril contrast hiermee staat het totaal herontwerpen van bedrijfsprocessen zoals dat momenteel opgeld doet in de typische kantooromgeving in vooral de VS (banken, verzekeringsbedrijven en andere dienstverlenende bedrijven). Zulke bedrijven hebben minder affiniteit met stapsgewijze voortbrengingsprocessen en hebben geen grote investeringen gedaan in traditionele machines en gereedschap.
De vraag is of Europeanen de Japanners via stelselmatige verbeteringen kunnen inhalen, ook al gaat de ‘Westerse kaizen’ zoals het Kontinuierliches Verbesserungs Program bij Volkswagen uit van aanmerkelijk grotere (meer creativiteit vereisende) produktiviteitssprongen. In Japanse produktieprocessen ligt decennia-lange ervaring met kleine verbeteringen opgeslagen. Het via continue verbeteringsprogramma’s streven naar slanke produktie lijkt eerder het best haalbare dan het ideale.
(KADER)
NedCar: twee automerken op één produktielijn
Over een paar maanden gaat NedCar in Born op één assemblagelijn Volvo’s èn Mitsubishi’s maken: een unicum in de automobielindustrie. De organisatie moet daarvoor ingrijpend veranderen. Met hetzelfde aantal werknemers (4000) gaat NedCar twee keer zo veel auto’s maken: 180 000 tot maximaal 220 000 per jaar. Op het toppunt van de produktie van de Volvo 300-serie maakten 11 000 mensen ongeveer 135 000 auto’s per jaar: 40 uur per auto.
Het beëindigen van de ‘300’-produktie in maart 1991 schiep fysieke ruimte voor het opzetten van een nieuwe assemblagelijn. Dit project ‘M’ vergt een investering van 1,8 miljard gulden, plus nog eens een miljard gulden voor de ontwikkeling en afstemming van de twee nieuwe autoprojecten. Op de lijn kunnen vier (twee Volvo- en twee Mitsubishi-) modellen worden gemaakt. De produktie zal 45 auto’s, en later maximaal 53 auto’s per uur bedragen. De assemblagetijd gaat van 28 uur nu naar 23 uur en uiteindelijk (na vier jaar) naar 17 uur per auto.
Om dat te bereiken moet de auto gewoon sneller in elkaar worden gezet. Daarmee is rekening gehouden bij het ontwerpen. ‘Zo ligt de fouttolerantie van de afmetingen binnen 1 mm; nu is dat nog 1,5 mm’, aldus ir. M. Uijterlinde, proces engineer bij NedCar. Het dashboard zit bij alle vier de modellen op dezelfde vier punten vast. De 700 bouten en moeren zijn op acht na identiek voor alle vier de modellen.
De voor de vier modellen gemeenschappelijke bodemplaat, het platform, is een Mitsubishi-ontwerp dat voldoet aan de botseisen van Volvo. Op dit platform ontwierp Mitsubishi zijn modellen met M-CAD en NedCar de nieuwe Volvo-serie met Catia, dat compatibel is met M-CAD.
De machine die de zijwanden tegen de bodemplaat aan zet, bestaat uit vierzijdige (kubusvormige) mallen die al naar gelang het te bouwen model de zijde met daarop de gevraagde zijwand naar de bodemplaat toedraaien. Een computersysteem bestuurt centraal het proces en weet dank zij het beginsel van first in first out (het handhaven van de beginvolgorde door alle processtappen) precies waar een auto in wording zich op enig moment bevindt en welke onderdelen dan afgeroepen moeten worden in het eigen magazijn en bij de toeleveranciers. Op een aantal ijkpunten wordt de juistheid van de centrale besturing geverifieerd door een barcode op de passerende auto’s te lezen.
Snellere produktie moet ook worden bereikt door het aantal storingen en produktmanco’s terug te dringen. Daarom zijn voor het stansen en persen twee nieuwe machines aangeschaft voor 100 miljoen gulden bij Hitachi-Zosen, waarin jarenlange kaizen (systematisch perfectioneren van het ontwerp) is verwerkt: technologie die zich (in Japan) al heeft bewezen.
De hogere graad van automatisering in deze persen zorgt ervoor dat het totaal aantal persslagen per jaar van 30 miljoen naar 48 miljoen gaat. Momenteel wordt een carrosseriedeel gevormd in een persstraat die bestaat uit zes in serie opgestelde persen, waar de platines, het plaatmateriaal, met de hand wordt in- en uitgevoerd.
De nieuwe Hitachi-Zosen CCFT-pers (Crossbar-Cup Feed Transfer) voert in één handeling steeds vijf bewerkingen tegelijk uit. Dat gaat veel sneller, maar het stelt grenzen aan de vervorming van het plaatmateriaal. Een carrosseriedeel kan nooit in één keer in zijn definitieve vorm worden geslagen. Dat gebeurt altijd in etappes. De vervorming is nu begrensd door vijf bewerkingen in plaats van zes bewerkingen, waarmee in het ontwerp rekening moest worden gehouden. Het verwisselen van mallen kost nu 15 tot 30 minuten, bij de nieuwe persmachines nog slechts 6 minuten. Het aantal uren dat nodig is om een complete carrosserie te vormen gaat van 2,5 naar 1,25.
Meer nog dan Volvo besloot Mitsubishi zich ingrijpend te bemoeien met de organisatie van de autoproduktie in Born. Door de bemoeienis van Norio Takehara, die Mitsubishi vertegenwoordigt in de Raad van Bestuur van NedCar, is het concept van de vier zelfstandige produktie-eenheden (pershal, carrosseriebouw, lakstraat en samenbouw) uit 1989, in 1993 weer deels verlaten en heeft men weer gekozen voor een klassieke functionele organisatie met een centrale afdeling voor personeelszaken en financiën.
NedCar handhaaft wel de, eveneens in 1989 binnen de produktie-units ingevoerde, zelfstandige taakgroepen met gedelegeerde verantwoordelijkheid voor deelprocessen. Die groepen leiden weliswaar tot taakverbreding en verantwoordelijkheidsbesef, maar volgens de Japanners in beperkte mate, namelijk alleen binnen de groep. Taakgroepen hebben de neiging een eigen voorraadje gereed produkt aan te leggen ‘voor het geval dat’ en verstoren daarmee het one piece flow-proces. In de Japanse notie omvat de taak van de groep het totale proces van NedCar.
‘Individuele produktiemedewerkers worden via scholing gestimuleerd werkwijzen en uitrusting voortdurend te verbeteren. Ze plegen straks deels zelf het onderhoud en hebben de bevoegdheid om zelf verbeteringen (te laten) aanbrengen aan de machine, die de onderhoudsgevoeligheid verminderen’, aldus ir. P. de Bruin, general manager produktie bij NedCar. Tien procent van de medewerkers is voor training in Japan geweest. Wat kwaliteit betreft wil NedCar naar 1,6 opmerkingen als een klant na 20 000 km bij de dealer terugkomt. Die gebreken mogen niet groter zijn dan een los stiknaadje in de bekleding of een kapot lampje. Nu zijn er nog vier opmerkingen per wagen.
(BIJSCHRIFTEN)
(BIJ OPENINGSDIA)
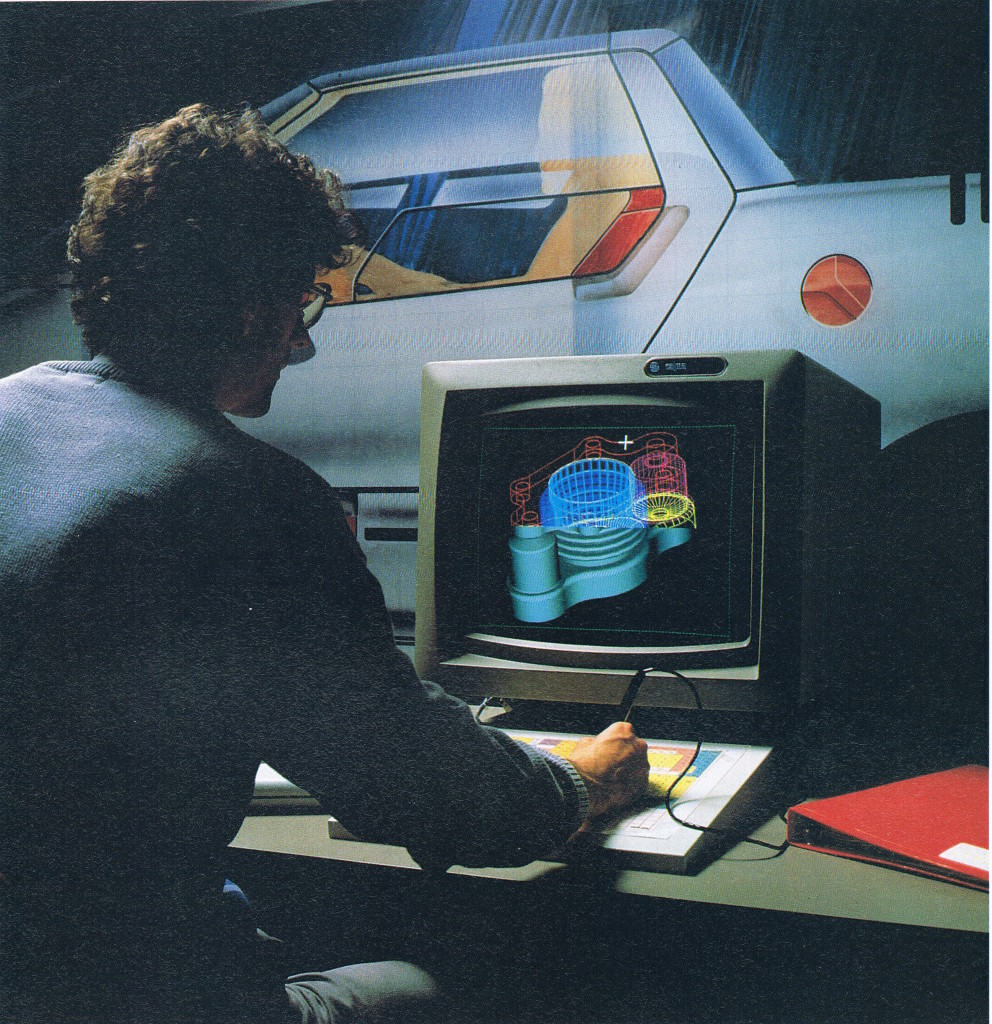
Om lean production mogelijk te maken moet bij het ontwerpen al rekening worden gehouden met het assemblageproces.
(Foto: NedCar, Born)
(BIJ PORTRETFOTO)
De wurger van Rüselsheim, José Ignatio Lopez: ‘We stellen niet langer de produktie centraal, maar de klant.’
(Foto: Paul Voorham, Voorburg)
(BIJ DIA)
Ontwikkelings- en assemblagekosten vertegenwoordigen slechts een kwart van de waarde van een auto; de helft van de kosten zit in het inkopen van onderdelen.
(Foto: NedCar, Born)
(BIJ DIA IN KADER)
(Foto: NedCar, Born)
(SCHEMA)
Tijdschema produktontwikkeling NedCar
(Maanden) -10 -6 -1 1 6 12 18 24 30
Development proposal Model approval Fase 1-drawing Fase 2-drawing Production-drawing Final drawing Sale
t t t t t t t
Styling Styling concept #1 Styling #2 Styling Final styling Coloring
l l l l l
Designing Tooling design F1 design F2 design
Prototype building T-prototype F1 proto F2 proto
Testing T-testing F1 testing F2 testing
Production Drawing for study of production Drawing for cutting die Drawing for production Final drawing for production Quality audit




 De volmaakte auto is een koelkast
De volmaakte auto is een koelkast